使用工具
加工材料
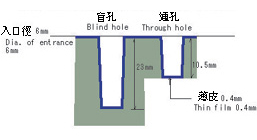
下孔直徑
切削速度
回轉數
油
耐久數 |
:IT-TF-C
M2×0.4 B4
:SUS304鋼板零件
:Ø1.83mm
:12. 6米 / 分
:2000rpm強制進刀方式
:水溶性切削油
:17, 000孔 |
IT-TF-C
Workpiece
Hole diameter
Tapping speed
Rotating speed
Type of tapping fluid
Durability(星億實業 www.sing-yi.com.tw) |
:M2×0.4
B4
: SUS304 plate parts
:1.83mm
:12.6m/min.
:2 , 000rpm rigid
:Water-soluble cutting fluid
:17, 000 holes(星億實業 www.sing-yi.com.tw) |